基于LabVIEW的數控機床網絡測控系統--下位機硬件設計(一)

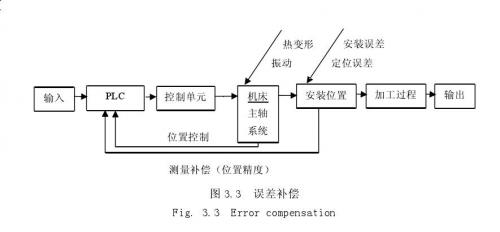
其中誤差補償重點是研究加工中心誤差的影響因素和計算機輔助軟件補償技術,其特點是在對機床本身不作任何改動的情況下,綜合運用當代各學科的先進技術和計算機控制技術來提高機床加工精度。誤差補償的結構框圖如下圖3.3所示。本文引用地址:http://cqxgywz.com/article/201702/338495.htm
測得的補償前后機床的三次運動的正向和負向位置精度誤差如表3.1和表3.2所示。
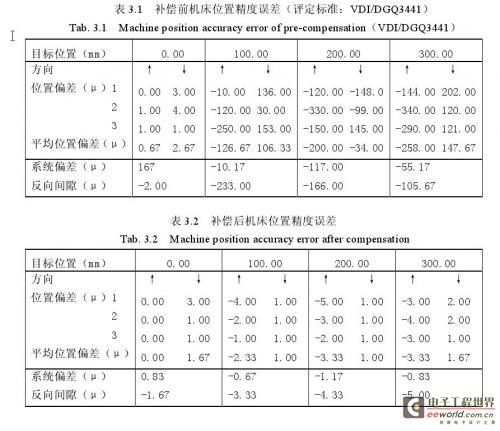
如上表所示,下位測控機采集平臺,通過激光干涉實時記錄機床的動態位移及定位位移,軟件通過對數據實時的采集分析,存儲,將整個數控機床運動過程的定位位移實時記錄。在分析軟件下可以清楚看出機床3次運動過程中正向和負向位移誤差的對比。
進行補償前的位移精度曲線如圖3.4所示,進行補償后的位移精度曲線如圖3.5所示。
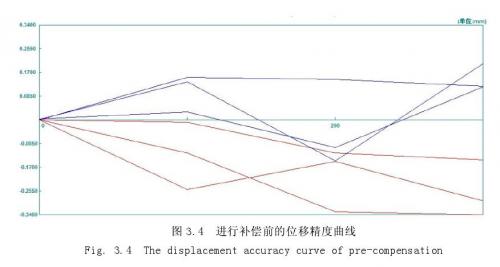
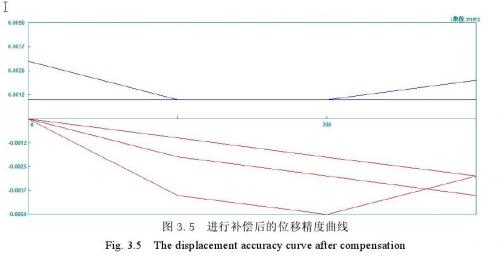
通過以上圖表,可以明顯的看出補償后的位移定位精度有了明顯的提高。由于實驗測試值僅是測的一臺剛剛改造后的數控機床數據,數據只是特例數據,以后要進行多臺數控機床的數據測試分析,這樣的分析后的結果就有了普遍性和統計性。

評論