臺達變頻器在切削力測量實驗中的應用

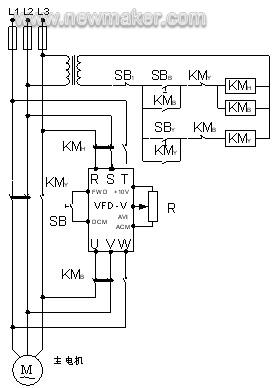
圖3 變頻器調速的電氣控制接線圖
主電機實現了無級調速,主軸轉速仍可通過轉速手柄改變,故變頻調速后,主軸轉速由主電機工作頻率和轉速手柄共同決定,對于CA6140車床,可推導出頻率與切削速度間的關系式

γ ——變頻器頻率(Hz),已設定為0~50Hz;
n0 ——車床主軸箱轉速手柄所指轉速(r/min)。
若d=100mm,n0 =400r/min,則根據式(2)可知,切削速度可在0~125.6 m/ min的范圍內無級變化,能夠滿足實驗要求。
5 實驗系統及效果對比
5.1 實驗系統
圖4給出了CA6140車床變頻調速測切削力的實驗系統。為了方便觀察和操作,將變頻器的數字操作器、按鈕及滑動變阻器等安裝在配做的控制面板上。用Kistler9257A型測力儀、5807A型電荷放大器及計算機數據采集系統測量切削力。

圖4 CA6140車床變頻調速測切削力的實驗系統
實驗所用工件材料為45鋼圓棒料(正火,180HBS),實驗時直徑d=82mm,選擇n0 =900r/min,由式(2)可知vc能在0~232m/min的范圍內無級變化。若用轉速手柄調節主軸轉速,vc可得到2.57~232m/min中的22點,但根據式(1)計算可知20~50m/min之間只有5點。實驗所刀具為YT15可轉位外圓車刀,γo=14o, αo=αo′=6o,κr=75o, κr′=15o, λs= -6o, rε=0.4mm。切削用量為ap=1mm,f=0.1mm/r。
實驗先采用轉速手柄調節主軸轉速,測得2.57~232m/min中的22個切削速度時的主切削力,經數據處理得到有級調速時的Fc-vc關系曲線。而后采用變頻器無級調速,使vc從2.57m/min連續升高至232m/min,直接可得到無級調速時的Fc-vc關系曲線。圖5給出了實驗效果對比情況。
由圖5 a)可知,駝峰曲線中的極小值點B出現在vc=30min/min附近,較明顯,但極大值點C并不明顯,應在vc=50-75min/min之間。由圖5 b)不難看出,極小值點B也在vc=30min/min附近,而極大值點C則出現在有級調速時的2點之間,從而說明了無級調速可以清晰完整地得到切削力與切削速度的駝峰曲線。
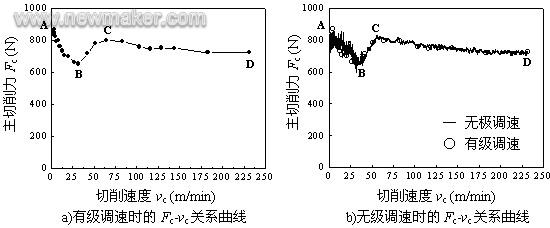
圖5 實驗效果對比情況
6結 論
(1) 為了得到切削速度連續變化時切削力的駝峰曲線,采用臺達變頻器對機床主電機進行無級調速,設計了附加控制電路,易于變頻器的進入和退出,使用變頻器后,主軸轉速由電機工作頻率和調速手柄共同決定;
(2) 無級調速可使切削速度不受工件直徑變化的影響,經實驗對比,無級調速時可以清晰完整地得到切削力與切削速度的駝峰曲線;
(3) 采用變頻器對機床主電機進行無級調速,還能在刀具磨損實驗中保持切削速度恒定,擴大了應用范圍。
作者簡介
張悅(1980-),男,沈陽工業大學機械工程學院,研究方向機械加工新技術。
參考文獻
[1]陳日曜主編. 金屬切削原理(第2版). 北京:機械工業出版社,2002.
[2]韓榮第主編. 金屬切削原理與刀具(第3版).哈爾濱:哈爾濱工業大學出版社,2007.
[3]M.C.Shaw, Metal Cutting Principles. Oxford: Claredon Press, 1984.
[4]E.M Trent, Metal cutting (3rd Edition.). Oxford: Butterworth Heinemann, 1991.
[5]中達電通股份有限公司.VDF-V高性能磁束向量控制交流馬達驅動器使用手冊,2003.(end)

評論