基于數控技術的銑齒機改造

2.2 進給伺服系統
在數控機床上通常按不同的要求選用反應式步進電動機、混合式步進電動機、直流伺服電動機或交流伺服電動機。
2.3 檢測元件
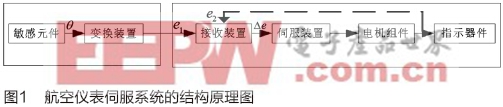
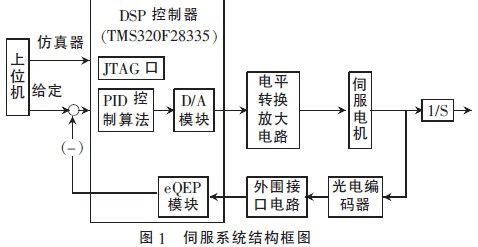
檢測元件的作用是檢測位移和速度的實際值,并向數控裝置或伺服裝置發送反饋信號,從而構成閉環控制。如光電編碼器、光柵尺等。
2.4 機械傳動部件
2.5 直線滾動導執副
直線滾動導軌副可使機床的零部件(如床鞍)執行往復直線運動。
3 機床數控化改造設計思路
3.1 機床數控化改造原理
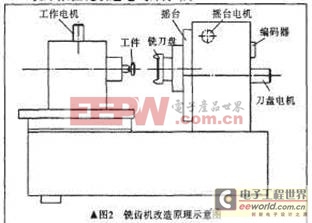
機床數控化改造設計思路分析:由式(16)知,當機床工作時,如果我們用編碼器來跟蹤機床中銑刀盤旋轉切削運動,那么銑刀盤旋轉切削運動、工件(輪坯)旋轉分齒運動和搖臺相對于工件的展成運動三者之間的關系與數控車床加工螺紋時相當,因此可以嘗試用車床數控系統對銑齒機進行數控化改造,機床數控化改造原理示意見圖2所示。
3. 2 機床數控化改造主要零部件參數(見表1)
表1 主要零部件參數

注:床位的移動方式不變
3. 3 主要傳動參數關系式推導
根據式(7)和式(14),結合機床切齒過程,當加工左旋齒輪時,搖臺轉動(Wh)方向與冠輪轉動(WP)方向相反,故么ΔWp<0,ΔWh>0由式(16)得:
設此時銑齒機的切齒過程相當于螺距為P1的螺紋切削過程,于是:
(z1為左旋齒輪齒數,系數60與電機步距角等零部件的參數有關,通過計算得到)。
同理,當加工右旋齒輪(記齒數為歷Zz時,同樣Wn>0,又設此時銑齒機的切齒過程相當于螺距為P2的螺紋切削過程,可得:
公式(18)和(20)的推導,進一步表明了機床中銑刀盤旋轉切削運動、工件(輪坯)的旋轉分齒運動和搖臺相對于工件的展成運動三者之間的運動關系與螺紋切削相當,亦即數控銑齒機的切齒過程“就是”螺紋切削過程。
4 數控系統程序參數計算
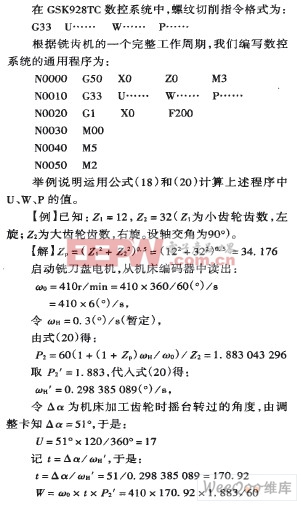
=21191.26
將U、W、P2^/的數值代入通用程序中即可。左旋齒輪按式(18)計算(略)。
U、W、P的計算已編寫成軟件包,使用十分方便。數控化改造后機床的機械部分的調整卡計算和調整與原銑齒機相同。
5 加工試驗
數控化改造后的H1—003銑齒機,在加工直徑110mm的齒輪(甚至加工直徑達125mm的齒輪)時機床振動小,齒輪齒面粗糙度好、精度高、生產率高。
6 結論
1)經改造的機床中沒有了高速轉動的蝸輪蝸桿副,在加工齒數小于5齒、等于5齒或接近5齒的齒輪時,原機床的這一主要磨損現象消失,這對保持改造后的銑齒機的精度極為有利。
2)設計采用數控化改造,使之較原銑齒機內部結構大大簡化,傳動鏈大大縮短,增強了剛性,擴大了加工范圍,提高了精度,調機方便,操作簡單,提高了生產率。
3)創造性地采用車床數控系統并自編軟件大大降低了改造成本,建立了自己的知識產權,并方便使用者使用。
4)如對數控系統和軟件做進一步完善,還可使機床的床位移動方式實現自動化。
本文的設計思路、方法和相關技術對齒輪機床制造廠家和齒輪制造廠家的機床數控化改造具有較好的參考價值。


評論