PLC在石材切割機中的應用

4.垂直升降系統
垂直升降系統主要由Z軸方向升降電機,滑板導軌和傳動齒輪等組成,用于實現切割鋸片的垂直升降運動。
5.橫向移動系統
橫向移動系統主要由X軸方向走刀電機,傳動齒輪,橫梁導軌和內框架等組成,內框架由走刀電機經齒輪傳動在橫梁導軌上左右移動,用于實現切割鋸片的進給運動。
6.電機位置檢測系統
電機位置檢測系統就是對各個方向電機的傳動位移進行檢測,精確的電機傳動位移檢測是確保石材分片切割精度的重要前提。
7.刀盤電機電流報警保護系統
系統中采用了一個輸出量為開關量的電流表對刀盤電機的電流進行監測,一旦負載電流超過報警電流設定值則電流表會輸出一個開關量的信號給PLC控制器,PLC將會發出控制信號使刀盤電機停止運行以達到保護電機的目的。
8.冷卻系統
石材切割機的冷卻系統主要由冷卻水泵,電磁閥和壓力開關組成,石材切割機的刀鋸由于長期與石料的摩擦會使鋸片溫度變高,為了避免鋸片因高溫損壞,冷卻水泵提供石材切割機專用冷卻液進行冷卻保護。
9.電控系統
采用控制柜集中操作控制,可實現手動和自動控制。石材坯料初始切割位可通過送料調整手持器進行點動調節,石材分片控制可利用編碼器精確定位由PLC控制自動分片切割處理,切割參數可通過系統人際界面輸入進行設定。
3系統軟件設計
石材切割機PLC控制石材自動分片切割程序包含初始化,測量,估值,進刀,退刀等部分。初始化部分主要是根據實際情況輸入設定石材切割的長寬厚尺寸數以及分片個數等;測量部分主要是通過編碼器高速計數脈沖輸入并經PLC換算成刀鋸和臺車前進的位移;估值部分主要是通過PLC比較指令和初始化設置的參數相比較是否達到設定切割尺寸,進刀部分是通過PLC程序對各方向電機進行順序控制;退刀部分是進刀控制的逆過程,圖3為石材切割過程控制程序流程圖。
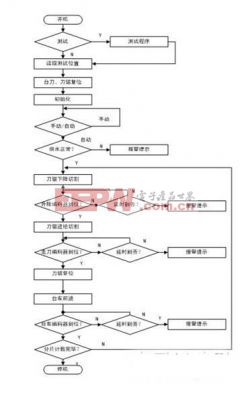
圖3石材切割過程控制程序流程圖
4人機界面畫面設計
本系統的人際界面共設計了四個界面,分別為系統主菜單畫面、參數設置畫面、運行監測畫面,手動操作畫面。
系統主菜單操作界面如圖4所示,可通過主菜單選項進入不同的系統界面。
系統參數設置界面如圖5所示。通過此畫面可以設置石材自動分片的切割尺寸和分片數目。
系統監測畫面如圖6所示,該畫面的主要功能是監測刀盤負載電流是否過載,冷卻水泵是否正常供水以及系統的電力供應是否正常,這些狀態的正常是保證整個切割過程正常運行的保證;當某項出現異常時,則會觸發聲光報警裝置提示工作人員進行故障診斷。
系統手動操作模式如圖7所示。該畫面的功能是通過畫面中的功能按鍵等手動控制石材切割機的分片切割動作。
5總結
本設計中PLC的輸入全為數字量輸入,通過開關量輸出的電流表和水壓開關巧妙的將模擬量輸入轉化為數字量輸入,避免了A/D轉換環節,節約了系統造價成本。本論文設計的石材切割機控制系統造價成本低,適合各中小企業的實際生產。

繼電器相關文章:繼電器工作原理
時間繼電器相關文章:時間繼電器






評論