三坐標測量系統的開發及其在航天器檢測中的應用

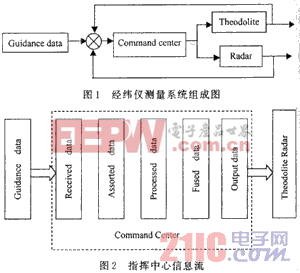
每個物方點有三個未知數,因此每點至少需要用兩臺經緯儀觀測水平角和天頂距,或一臺全站儀測角測距,就可進行在線測量,且測量坐標均在統一的測量坐標系中。
需要說明的是,對于既有角度觀測值,又有距離觀測值的誤差方程,由于角度和距離觀測精度的不同,需要選取一個合適的權陣P,觀測值的權可以根據儀器的驗前觀測精度來選取。
5 系統精度測試與應用
5.1 系統精度測試
在實驗室,我們用4臺儀器(3臺T3000和1臺T2000S)布設成四邊形測站網。為了測試系統對長度測量的誤差,將基準尺(標定長度為900.706±0.008 mm)在測站網包容范圍內(6m×5m×2m)的前后左右上下共放置了10個位置。每個點均用交會圖形比較好的三臺儀器測量;然后,根據基準尺兩端點的坐標計算出基準尺的實測長度,結果見表1。
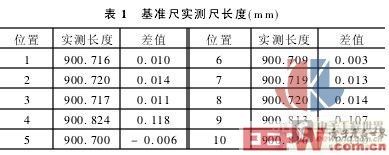
由上表數據可統計出所測基準尺平均長度為900.739mm,與標定長度差值為0.033mm。影響系統坐標測量不確定度的因素甚多,主要有儀器測角誤差、經緯儀之間的基線長短、交會圖形的好壞以及人眼照準誤差等。所以一直沒有一個精確的誤差評定模型,文獻[2,3,8]經測試認為,在5米范圍內,最點位測量精度可達到0.05mm。
5.2 實際應用
我們已將經緯儀/全站儀三坐標測量系統MetroIn成功應用在航天器推進艙圓度檢測、天線面形測量、三峽大壩1號機組座環檢測和大型閘門的安裝與檢測等項目中[2],下面是對某航天器推進艙的測量結果。

我們用6臺T3000電子經緯儀組成三坐標測量系統,對某航天器推進艙(直徑約3m)后端框的圓度進行測量。每10°粘貼一個測量標志,整圓共測了36個點,用36個點坐標按最小二乘法擬合圓,然后計算出對徑方向的18條直徑的數值,在溫度為20℃和34℃兩種狀態下分別各測了兩次,并且和傳統的數控鏜銑床打表法測量結果進行了比較,18條直徑統計結果列于表2。從上表數據可看出,經緯儀三坐標測量系統的重復測量精度很好,重復測量差值為0.05mm,而傳統的數控鏜銑床打表法測量的則為0.43mm。
6 結 論
非接觸式大尺寸柔性三坐標測量系統MetroIn是國內自主開發的、基于多臺傳感器的經緯儀/全站儀三坐標測量系統,其測量范圍從幾米到幾十米,測量精度在0.05毫米至亞毫米級,和傳統的三坐標測量機相比,它不需工作臺和導軌,便于攜帶和安裝,可在被測物體加工過程或安裝現場內進行非接觸測量,該系統已成功應用于航天器推進艙圓度檢測、天線面形測量、三峽大壩1號機組座環檢測和大型閘門的安裝與檢測等項目中。
參考文獻
1 李廣云,倪 涵,徐忠陽.工業測量系統.北京:解放軍出版社,1994
2 李廣云.工業測量系統最新進展.北京:解放軍出版社,2000
3 黃桂平.多臺電子經緯儀/全站儀構成混合測量系統的研究與開發:[碩士學位論文].鄭州:解放軍信息工程大學測繪學院,1999
4 羅明,段發階,王學軍,王春和,葉聲華.非接觸式光學柔性三坐標測量系統.光電工程,1996(3)
5 金超,李廣云.多波束拋物環面天線的最小二乘擬合測量.電波科學學報,1999(3)
6 毋新房.非接觸式大尺寸三坐標測量系統的原理和應用.水利電力機械,1999(6)
7 孫曉明,劉慶偉,強錫富,唐文彥.經緯儀在航天產品幾何尺寸檢測中的應用研究.哈爾濱工業大學學報,1998(3)
8 徐忠陽.工業測量系統與應用.計量技術. 1996(6)
經緯儀相關文章:經緯儀原理


評論