基于DSP高精度伺服位置環設計

位置前饋中速度項差分方程:
本文引用地址:http://cqxgywz.com/article/110546.htm
![]()
式中R(k)為第K個采樣周期中的位置給定信號;Yaf為第K個采樣周期中速度信號的輸出,Ksf為速度前饋比例系數。
相應的位置環P的差分方程:
![]()
式中R(k)為第K個采樣周期中的位置給定信號;C(k)為第K個采樣周期中的位置反饋信號,Ye為第K個采樣周期中位置環信號的輸出,Kc為位置環比例系數。
絕對式編碼器通信程序
絕對式編碼器與DSP的接口采用CPLD作為接口芯片。CPLD的程序采用VHDL語言編寫,程序結構如圖4所示。此電路完成串行輸入數據到并行輸出數據的轉換,以及并行輸入數據到串行輸出數據的轉換。
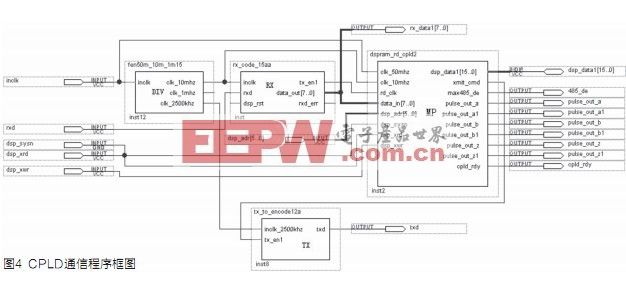
圖4中,模塊DIV為時鐘分頻器,TX模塊接收來自微處理器接口模塊MP的8位并行數據,并通過端口DOUT將數據串行輸出到RS-485端口。反過來,RX模塊接收串行數據輸入,并以8位并行格式發送至MP模塊,MP模塊同時將接收到的位置信號轉成脈沖形式輸出,實現與CNC的連接。
實驗結果分析
本設計,應用虛擬儀器技術設計出實驗測試平臺,記錄實驗測試結果。虛擬測試平臺配置如下:軟件NI LabVIEW 8.0,硬件NI M系列多功能數據采集卡PCI-6251,16、NI 計數器/定時器PCI-6602。
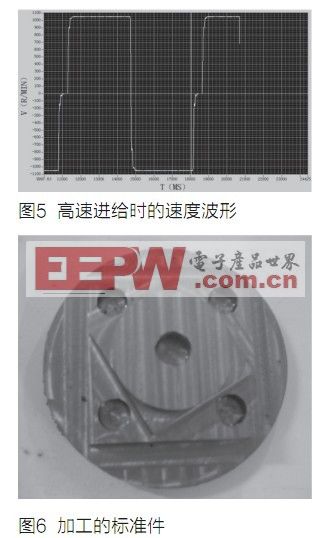
圖5給出了加工過程中的速度波形。圖5表明,系統的加、減速時間小于200ms;無位置超調;穩定時,速度波動小于0.1轉。速度頻率響應:大于300Hz;速度波動率:小于±0.01%(負載0~100%)、0(電源±10%);調速范圍:0.1rpm~3000rpm;回轉定位精度:1個脈沖。
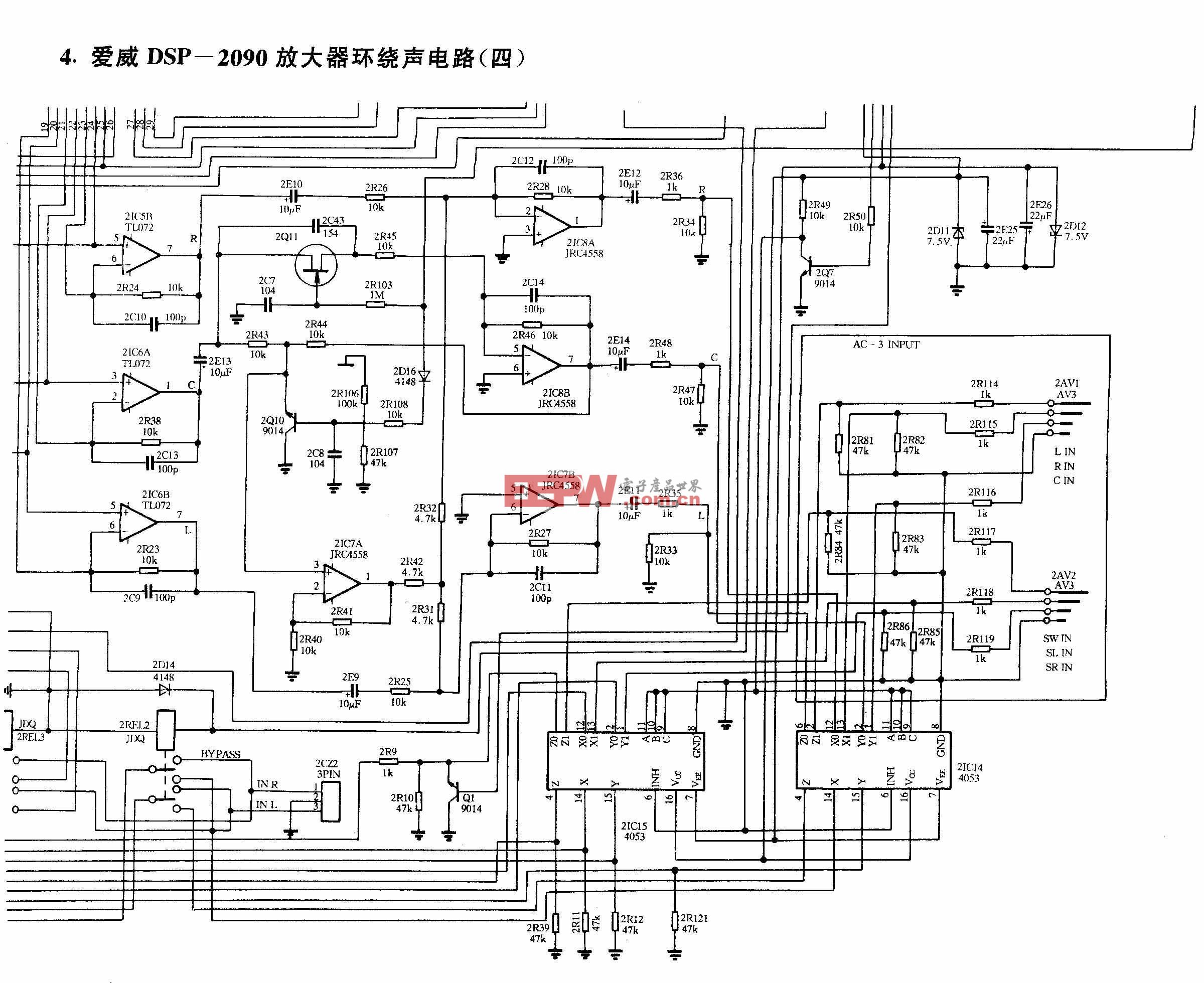
圖6給出了驅動器配國產某品牌加工中心的機械加工結果。實驗測試數據:上表面表面粗糙度Ra1.6μm;側面(即測量面)的粗糙度Ra3.2μm。
結語
針對數控機床進給控制,采用磁場定向控制與前饋補償控制,以 TMS320F2812DSP 控制器、IPM功率模塊、TS5667N120 17位絕對式編碼器為主要功能部件,設計出的永磁同步電機伺服驅動控制器,在數控加工中心的應用中,具有定位無超調、高剛性、高速度穩定性,達到了設計指標,可以滿足微米級加工精度的要求。

伺服電機相關文章:伺服電機工作原理
分頻器相關文章:分頻器原理


評論