基于PLC控制的包裝碼垛生產線的設計

2 控制系統硬件總體設計
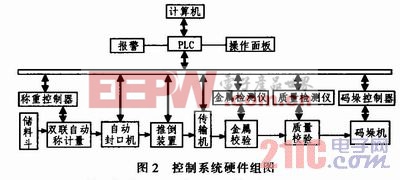
控制系統硬件框圖如圖2所示。本文引用地址:http://cqxgywz.com/article/161985.htm
2.1 電子稱量部分的組成
電子秤主要由秤體和電子稱量控制系統兩個部分組成。其秤體部分又是由貯料倉、給料裝量、稱量斗、夾袋器等組成。電子秤量控制系統則是由稱量傳感器、稱重控制儀表和控制執行元件組成,如圖3所示,其中稱重傳感器是很重要的組成部件。
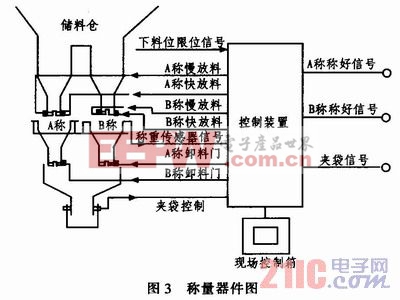
包裝秤給料裝置以大小兩種流量向稱量斗供給物料。稱重傳感器將重量信號轉換為電信號,并傳送給稱重控制儀表。稱重控制儀表測量重量值并對整個稱量過程進行程序控制,構成一個自動稱量控制系統。
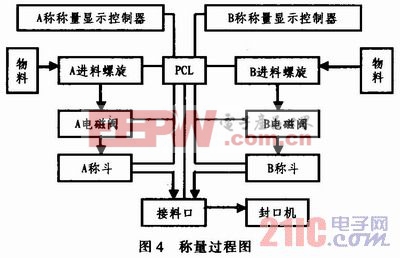
根據該過程的流程要求設計,系統中開關量輸入信號有啟動按鍵、停機鍵、斗門狀態、夾袋夾緊等檢測信號。開關量輸出有粗細進料電磁閥、放料電磁閥、夾袋器等控制信號和一些顯示、報警輸出信號。數字量通道接收傳感器重量輸入信號,其中稱重斗門關閉和夾袋夾緊檢測用接近開關,緩沖料門、稱重斗門和夾袋由電磁閥帶動氣缸來控制。稱重過程圖如圖4所示。











評論