基于PLC 的溫度控制系統

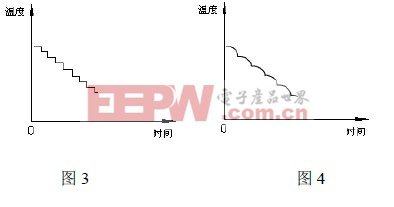
下面以斜率降溫為例,說明 PLC 的溫控過程。首先在主程序中判斷當前目標溫度是否小于上一步目標溫度,再判斷斜率不等于零,若滿足這兩個條件,就按照指定斜率降溫。在斜率降溫時,將降溫段曲線按時間分成若干個相等的小間隔,對每一小間隔計算出相應的溫度作為這
一小段的溫度給定值,因而工藝曲線的降溫段可以用階梯性表示,如圖3 所示,又因為染機的大慣性,因而降溫曲線段可由圖4 表示。只要每一間隔的時間足夠小,則計算的每一間隔的溫度給定值與理想值的偏差就可忽略。本系統采用采樣時間將降溫段曲線分成相
兩次目標溫度比較斜率K 保溫時間t 當前動作圖示
K≠0 t=0 按斜率升溫
T*-T*′>0 K≠0 t≠0 按斜率升溫后保溫
K=0 t=0 直接升溫
K=0 t≠0 直接升溫后保溫
K≠0 t=0 ERROR
T*-T*′=0 K≠0 t≠0 保溫
K=0 t=0 ERROR
K=0 t≠0 保溫
K≠0 t=0 按斜率降溫
T*-T*′0 K≠0 t≠0 按斜率降溫后保溫
K=0 t=0 直接降溫
K=0 t≠0 直接降溫后保溫
等的小間隔,每個間隔的溫度設定值可由下式計算(其中 T 設J 為每一間隔的溫度給定值):
 本文引用地址:http://cqxgywz.com/article/163914.htm
本文引用地址:http://cqxgywz.com/article/163914.htm 同理,根據采樣周期、降溫斜率計算出降溫時間 t,再計算總采樣周期數N、溫差△T(其
中T0 為溫控前的實際溫度,KJ 為降溫斜率,Tt 為采樣周期,T 為當前溫度):
 △T= T -T 設J
△T= T -T 設J
在斜率降溫時,為了能準確的控制溫度值,設定了差溫報警值Te 和控制輸出域值Tc,根據
溫差△T 與它們的比較,得出以下控制規律:
a. △T>0
1. △T≥Te,則全開冷卻閥并顯示“降溫太慢”,同時報警。
2. Tc<△T<Te,則開始PID 控制,得出控制量U 作為冷卻閥開啟時間。
3. △T<Tc,自然動作,當前采樣周期數加1。
b. △T <0
1.|△T|≥Te,全開加熱閥并顯示“降溫太快”,同時報警。
2.|△T|<Te, 關閉冷卻閥,并將當前采樣周期數加1。
5 結束語
本系統結構靈活,通過PROFIBUS-DP 總線將現場控制器互連成網,用戶可以在中控機上編輯各種條件下的溫度曲線,通過總線快速下傳給現場的控制器,使其依據接收到的溫度曲線控制染色過程中的溫度,同時可通過PROFIBUS―DP 控制網絡實現現場數據的上載。
本系統不但可以實現溫度控制,而且根據需要還可擴展其他染色工藝過程的控制如水位、液位等參數的控制,具有良好的發展前景。
本文作者創新點:采用S7-200PLC 作為生產現場的控制器,完成溫度控制,本系統能及時準確地控制染色產品的質量,將產品的質量隱患消滅在現場,保證染色一致性和一次準確化;通過PROFIBUS―DP 總線實現快速響應、高效率、低成本生產,大大提高染整設備的自動化、連續化、智能化水平,同時,應用網絡通信技術可為間歇式染色機與染色廠企業信息管理層、互連網的連網提供了基礎,使設備的控制系統具有開放性的體系結構。










評論