FANUC系統數控機床網絡化集成技術

數控機床正常運行除了必要軟硬件外,還需要諸如系統參數、刀具及坐標系偏置數據、螺距誤差補償數據、跟蹤誤差、機床運動坐標、主運動和進給速度、PMC 信號狀態等動靜態數據。目前國內大部分企業對機床運行狀態監控和動靜態數據采集管理仍然停留在單機在線或串口通信方式階段,無法實現集成管理,從而形成了信息化孤島。隨著工業化進程的推進,對數控設備進行信息化統一集中管理乃至對機床工作狀態進行實時監控的重要性逐步被人們認知,而計算機網絡技術的發展尤其是現場總線以及工業以太網技術的發展,使企業數控設備集成監管成為了可能。本文以FANUC 系統為例介紹基于以太網的數控機床集成技術。
本文引用地址:http://cqxgywz.com/article/201612/328840.htm1 數控機床網絡集成系統構架及功能
圖1 為FANUC 系統數控機床網絡集成系統構架,它主要包括以下幾個部分。
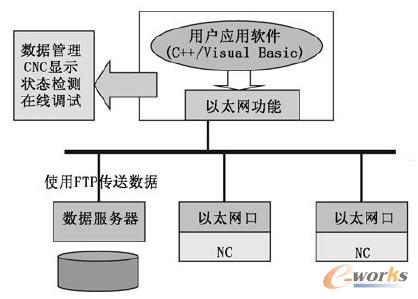

圖1 FANUC 系統數控機床網絡集成系統構架
1.1 系統集成以太網軟件
FANUC 系統使用的以太網軟件從來源上分主要
有以下兩種:
(1) 直接購買FANUC 提供的相關軟件,如基本操作包1(FANUC Basic Operation Package 1/A02B‐0207‐K752) 、遠程診斷包(Machine Remote DiagnosePackage / A08B‐9210‐J515) 、生產系統管理與控制軟件包CIMPLICITY HMI 等。
(2) 使用Microsoft Visual Basic 或者VisualC+ + ,配合FANUC 提供的FOCAS2 (A02B‐0207‐K737)應用程序接口(API)進行自主編程。軟件功能包括機床數據管理(如NC 程序、系統參數、宏變量、刀具偏置、工件坐標系偏移、螺距誤差補償等數據的讀寫及管理) 、CNC 顯示(如主軸和進給軸數據顯示、加工時間、刀具信息、坐標數據) 、狀態監測(如梯形圖順序程序、機床信號、進給軸及主軸波形信號、操作及報警履歷) 、在線調試(如融合FANUC LADDER和SERVO GUIDE 進行在線PMC 和伺服調試)等。
1.2 計算機
計算機是以太網軟件的運行服務器同時可擔任機床數據的數據服務器,應具備以太網卡及滿足要求的系統配置,同時應具有Windows 自帶的IIS 或者第三方的Serv‐U 等FTP 服務軟件。
1.3數據服務器
數據服務器視系統規模大小可單獨或與系統主機共用計算機,主要功能是存儲和管理機床上傳的各種數據。
1.4 數控機床
多臺數控機床可通過以太網連接到系統主機和數據服務器,機床應具備并開通必要的以太網功能和硬件。
2 數控機床網絡集成系統軟硬件
FANUC 系列數控系統的以太網硬件設備主要有快速以太網板(Fast Ethernet Board)和數據服務器板(Fast Data Server Board)兩種,對應功能叫做以太網功能(Ethernet Function)和數據服務器功能(DateServer Function) 。現0i - MD 和0i - TD 系統都標配有內嵌式以太網和PCMCIA 網卡,而0i - Mate MD和0i - Mate TD 只標配PCMCIA 網卡。PCMCIA 網卡和內嵌式以太網的功能接近,只是PCMCIA 網卡不支持FANUC 程序傳輸軟件。
FANUC 0i - D 系列中的0i - MD/0i - TD 系統都標準配置有支持100Mb/s 的內嵌式以太網。將CNC 與電腦連接起來,即可進行NC 程序的傳輸、機械的控制和運行狀態的監視、機械的調整和維護。其基本功能包括:
(1) 基于FTP 傳輸功能的NC 程序傳輸,可通過CNC 畫面的操作來傳輸NC 程序。電腦側使用FTP服務器軟件,所以,可以與Windows 環境以外的主機一起傳輸NC 程序。
(2) 基于FOCAS2/Ethernet 的機械控制和監視,可利用i CELL 和CIMPLICITY 創建進行機械控制和監視的系統。此外,可以直接使用FOCAS2/Ethernet功能,創建獨特的應用軟件;也可通過CNC 主導信息通知功能,利用NC 程序或者梯圖程序發出的指令,從CNC 自發地向電腦的應用程序發送通知信息(CNC/PMC 數據) 。
(3) 可以在線進行基于FANUC LADDER‐ Ⅲ 以及SERVO GUIDE 的機械調整和維護、梯圖程序的維護和伺服電機的調整。
FTP 傳輸功能可使用Windows 自帶的IIS 或者第三方的Serv‐U 等FTP 服務軟件。而順序程序調試和伺服調整可利用FANUC 專用工具,通過以太網連接方式對數控機床進行在線調試與干預。因此數控機床網絡集成系統開發的技術難點和關鍵點是控制和監視以太網軟件,當然FANUC 提供標準軟件CIMPLICITY,但由于價格昂貴和系統規模要求適應性問題,一般選擇使用Visual Basic 或者Visual C ++自主開發基于FOCAS2/Ethernet 功能的用戶軟件。
FOCAS2 即FANUC Open CNC API Specificationsversion 2,是FANUC 提供給用戶的應用程序接
口函數庫,通過調用這些標準函數即可實現計算機與數控機床之間的信息交互。例如通過Read the nameof controlled axis and spindle name 函數讀取控制軸和主軸名稱;通過Set origin/preset relative axis position函數設置原點/預設相關坐標位置等。在使用Visual Basic 或者Visual C + + 編程時需作如下初始化設置: ① 將FOCAS1/2庫函數Fwlib32. dll 、Fwlibe1.dll 、Fwlib32 .lib 及頭文件Fwlib32 .h 復制到工程文件夾中;② 點擊程序“工程”菜單后出現“設置”子菜單,再次點擊后出現設置對話框,選擇“Link”標簽,在“對象/庫模塊”中輸入庫文件名“Fwlib32 .lib” ;③ 在實現類文件( .cpp)中包含頭文件Fwlib32.h 。
通信線路的建立與關閉按如下步驟完成:調用語句short back = cnc_ allclibhndl3(“192 .168.0.100” ,8193 ,0 ,&h)來建立通信鏈路,正常時將返回0(EW_OK)并取得通信句柄h ,可供其他庫函數調用。其中“192.168.0.100”為機床IP 地址,8139為端口號。斷開通信線路的函數為cnc_freelib - hndl(h) ,僅需傳入通信句柄h 。設置時計算機側的IP 地址前三位(192.168.1.0.100)需與機床側相同。PMC 信號是機床正常運轉的重要信號,也是判斷機床工作狀態和故障狀態的重要依據。對于FANUC數控系統而言,有X 、Y 、F 、G 、R 等多種接口信號。為了讀取接口狀態,編程時需調用函數:FWLIBAPIshortWINAPI pmc _ rdpmcrng ( unsigned shortFlibHndl , short adr _ type ,short data _ type ,shorts_number ,shorte_ number ,short length ,IODBPMC 倡buf) 。其中:FlibHndl 為通信句柄,adr_ type 為地址類型,s_number 、e_number 分別為PMC 地址的起始號與結束號,length 為數據塊的長度。對于字節型變量,讀取的數據存放在buf .u .cdata[()]中。
3 數控機床側的設置
FANUC 的以太網功能主要通過TCP/IP 協議實現,使用的時候在CNC 系統上只需設定CNC 的IP 、TCP 和UDP 端口等信息即可。以太網、內嵌式以太網和PCMCIA 的設定方法一樣,下面以內嵌式以太網的設定方法為例進行說明,具體操作方法如下:首先將20號參數改為5;按SYSTEM → 公共鍵,系統IP 地址的設定畫面如圖2 所示,當系統與一臺以上機床連接時,需要填寫路由器地址,如不需要,則不用填寫;按下FOCAS2 鍵,進行FOCAS2 的設置,TCP 設定為8193 ,UDP 一般設定為8192,時間間隔一般設定為10 ;按下TCP 傳送鍵進行TCP 傳送設定,輸入主機IP 地址和主機設定的用戶名和密碼,端口號和主機一致設定為21 。[FTP 傳送]畫面如圖3 所示 。
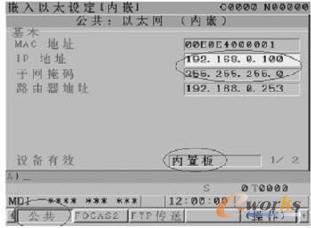
圖2 系統IP 地址設定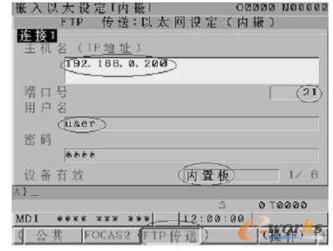
圖3 [FTP 傳送]畫面
4 計算機側的設定
在Windows XP 下使用FTP 服務可以使用Windows XP 自帶的IIS(Internet Information Server) ,也可以使用其他的第三方軟件。下面介紹使用IIS 進行設定的方法:打開“控制面板→ 管理工具→ Internet 信息服務” ;展開目錄樹,右鍵單擊默認FTP 站點,打開屬性頁面;單擊“FTP 站點”選項卡,在此頁面設置端口號,通常默認端口是21 ,不用修改,其他都可以使用默認值。IIS 端口和連接設置如圖4 所示。安全賬戶的設定如圖5 所示,安全帳戶選項卡頁面不用修改。另外,此處的用戶名是為匿名訪問FTP資源而建立的Windows 系統帳戶,不要隨意修改。如需要自定義登錄FTP 服務器的用戶名和密碼,可在“控制面板AE 用戶帳戶”中添加。使用IIS 做FTPServer 時,能登錄Windows 的帳戶都可以訪問FTP資源。另外,IIS 還提供了匿名訪問功能,登陸用戶名為Anonymous ,密碼為任意字符串,推薦使用。
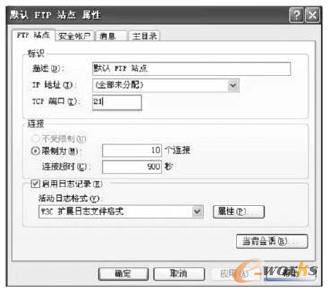
圖4 IIS 端口和連接設置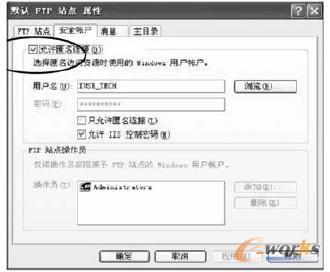
圖5 安全賬戶設定
5 結束語
隨著工業化進程的推進,對數控設備進行信息化統一集中管理乃至對機床工作狀態進行實時監控的重要性逐步被人們認知。JCSDNC 是北京機床研究所研制的新一代數控機床聯網系統,在傳統的DNC 系統上增加了設備狀態采集、車間工況數據采集和生產數據交換功能,其聯機數量可以擴展到256 臺數控機床;CAXA DNC 是北京數碼大方科技有限公司開發的分布式數控管理軟件,系統底層數據使用MS SQLServer 數據庫,理論上對接入機床的數量不加限制 。制造企業也可根據生產規模和管理具體需要開發適合自己的數控機床集成管理系統。

評論