應用現場總線和伺服控制實現裁斷精度的控制系統

本文主要闡述一種應用現場總線和伺服控制技術來實現較高定長裁斷精度的控制系統。系統的運行指標如下:
l 高運行速度不低于30m/ min;
l 設定長度大于lm時,定長剪切誤差小于2 ‰;
l 切割端面傾斜度和光潔度以滿足下段工序的要求為標準。
裁斷系統的設備組成及功能簡介
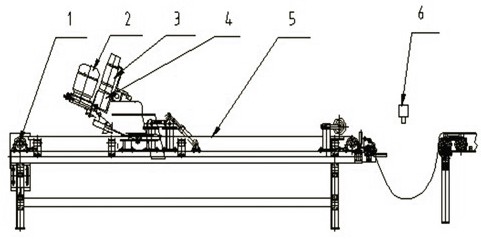
圖1 裁斷系統機械部分示意圖
機械部分組成
裁斷系統由如圖1所示幾部分組成,下面分別介紹它們的組成和功能。
1-傳送帶伺服電機 2-裁刀電機
3-刀架伺服電機 4-刀架直線導軌
5-傳送皮帶 6 -超聲波傳感器
裁斷裝置由定長輸送裝置、裁刀裝置、壓膠裝置、刀架轉動裝置等組成。定長輸送裝置的結構為低臺式,傳送帶由交流伺服電動機驅動,可滿足裁斷定長精度高的要求,速度在一定的范圍內可進行高精度無級調速。裁刀裝置由裁刀刀架和刀架傳動裝置兩部分組成,裁刀、微型氣缸和電機安裝在裁刀刀架上,裁刀刀片在電機帶動下高速旋轉,由微型氣缸帶動升降,裁膠時放下,回程時抬起,裁刀刀架在由伺服電機拖動的力士樂高精度直線運動導軌上來回移動以切割胎面。壓膠裝置為海綿滾筒和由氣缸帶動的能夠抬起和壓下的壓刷,是為了在裁斷過程中壓住胎面以免打滑。整個裁刀傳動裝置可繞一垂直心軸轉動,從而調整裁斷角度。
冷卻后的胎面經貯存槽進入裁斷定長輸送皮帶上,在貯存槽上方裝有超聲波傳感器,檢測胎面貯存的程度,使運輸帶以不同的速度運行;傳送帶伺服電機啟動運行,同時直接裝在軸上的旋轉編碼器開始脈沖計數,電機拖動輸送皮帶向前行進,當胎面長度達到預設值時,運輸帶經減速后停止運行;此時壓膠裝置壓刷在氣缸帶動向下壓緊胎面,刀架伺服電機帶動刀架從初始端快速沿直線導軌向另一端行進并裁切胎面;在裁切胎面的過程中,噴水電磁閥動作并向切刀噴水,切割完畢后,壓胎面裝置升起、切刀抬起,直線導軌上的裁斷刀架退回到初始位置并停止運行、噴水電磁閥停止噴水,同時切刀放下,一切恢復到初始狀態,以便再次啟動。
電氣控制部分組成
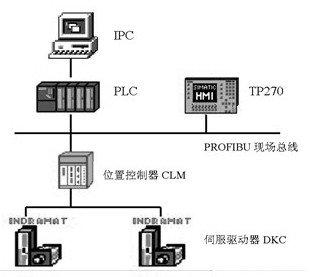
該控制系統采用Profibus現場總線傳輸效率最高的單主站線型網絡拓樸結構,網絡拓撲結構如圖2所示。根據整條生產線的要求,選用了西門子s7-315-2dp為主控plc,其中plc作為dp主站。2臺驅動電機的力士樂dkc伺服控制器和2個絕對位移編碼器接入力士樂clm1.4-lap位置控制器,位置控制器本身帶有dp接口,可以直接連接在profibus總線上,作為現場總線控制系統的從站,并且可通過主站完成遠程參數配置。控制臺上各種操作和顯示要求較多,裁斷長度的設定與實際值,刀架左右移動的行程及速度,手動控制信號,以及某些系統參數的修改通過tp270來完成,tp270是西門子公司的基于windows平臺的功能強大的操作終端。
裁斷系統的檢測裝置包括各類非接觸式行程開關、超聲波傳感器和絕對位移編碼器等,用于測量機械位移、運行速度,保證了裁度伺服控制系統有序、安全、可靠的運行。狀態檢測信號接入力士樂位置控制器clm開關量輸入口(端子x3中的e1-e16),包括切刀、壓刷的抬起與落下到位信號,刀架左右限位信號,刀架定位原點等。切刀、壓刷、噴蒸汽閥的動作由開關量輸出口(端子x4中的a1-a16)輸出控制。超聲波傳感器安裝于定長傳送帶前端與前級胎面運輸帶后端的貯存槽內,其檢測到的胎面在貯存槽位置高低信號(0-10v)通過模擬量輸入口輸入到plc。分別檢測傳送皮帶和刀架位置的兩個位移編碼器接入位置控制器clm(端子x1、x2)。

評論