視覺系統(tǒng)在汽車零部件尺寸測量中的應用


圖5 左右針高度圖示
由于本案屬于高精度尺寸測量,因此在每次正式測量前需先對設備進行校正,即DMV首先運行校正程序(操作工手動操作),對標準樣件(尺寸最標準的樣件)進行拍照取像,將計算分析得出的參數(shù)存入DMV檢測系統(tǒng),以提高系統(tǒng)檢測精度。
4.1 校正程序
主要目的是計算像素與實際尺寸的比例關系,同時也會把標準樣件左右針的坐標值存入內存,作為后面檢測程序計算的參考點。
運行校正程序,獲取標準樣件截圖如圖6所示。
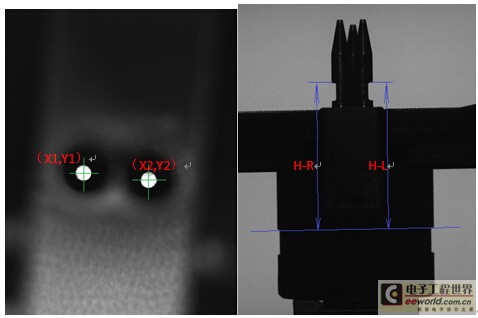
圖6 標準樣件截圖
K計算公式如下:K值=被測物實際尺寸(mm)/相機測得像素數(shù)(Pixle)。
根據兩個相機測得像素值與零件實際尺寸的比例關系,K1、K2值計算結果如下:
K1=16.72mm/452pixel=0.03mm/pixle(一個像素值代表0.03mm);
K2=2.54mm/278pixel=0.01mm/pixle(一個像素值代表0.01mm);
在本方案中,校正程序同時會將標準件左右針的標準位置坐標值(X1,Y1)、(X2,Y2)存入DMV內存,以作為后面位置度計算的參考點。
4.2 檢測程序
系統(tǒng)校正完畢,運行檢測程序開始檢測。
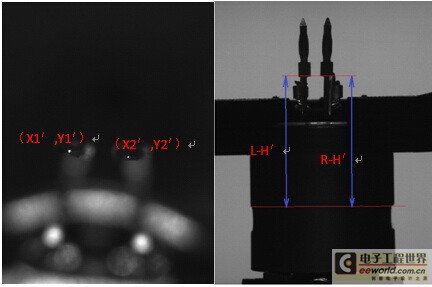
圖7 檢測程序運行相機截圖
4.3 驗收數(shù)據
通過以下10組驗收數(shù)據分析DMV的測量精度,得出該方案完全可以滿足客戶要求的0.2mm的檢測精度,DMV實際測量誤差只有0.02mm。
表1 驗收數(shù)據 (單位:mm) 
表2 系統(tǒng)配置 
在零部件尺寸測量的應用領域中,臺達DMV視覺檢測系統(tǒng)為一些追求高效、高品質的生產廠商提供了最優(yōu)質的檢測方案,滿足了客戶更高速、更便捷、更精準的測量需要,解決制造業(yè)發(fā)展中又一個瓶頸技術。(end)

評論