鉆孔是最重要的切削加工工藝之一。在典型的轉動部件上,鉆孔加工的時間約占30%。無論是在鉆孔時還是車削時,鉆刃或刀刃在一般情況下總是處在連續的切割中,而且使用的也是同樣的刃具材料,因而就這一點而言,鉆與車的過程是相似的。
車與鉆之間的主要區別
車與鉆之間的主要區別包括,鉆孔時有一個以上的刃在切割;鉆頭刃上的切削速度在0與實際切削速度之間變化,這就是說,切削速度越低切削條件就越惡劣,盡管如此麻花鉆頭中心的進給仍然很大。鉆頭沿鉆刃邊上的幾何形狀變化很大(切削角、后角、楔形角、傾斜角)。鉆頭橫刃根據尖銳程度的不同對鉆頭的軸向力有著重大的影響;由于鉆孔里的空間被封閉,鉆屑從鉆孔中排出受到很大的阻礙,周期性地排屑或控制之下的冷卻潤滑劑循環可以對這種情況有所改善。 
如果成功地利用車削時測到的現有數據對鉆孔過程進行模擬,
那么鉆孔過程可以得到更好的理解和檢查
如果成功地利用車削時測得的數據對鉆孔過程進行模擬,那么所有這些挑戰以及在對用麻花鉆切屑進行試驗性調查時遇到的困難都可以得到更好的解決。
切削力是鉆孔試驗的基礎
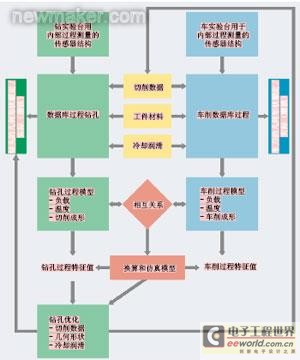
圖1 鉆孔和轉動過程的相互關系
考慮到沿著鉆頭刃邊的切削角和傾斜角變化甚大,切削速度取決于半徑,應當從采用類似刀刃幾何形狀的車削時取得的切削數據,或者是通過從正交的切割實驗的換算,對鉆孔時的力具情況加以模擬,并通過現實的鉆孔實驗加以檢查。同時應當估計到,在鉆頭正中心橫刃部位,切削速度與進給速度相比非常小,鉆孔過程不僅可以按照Kienzle切削力模型進行描述,而且還必須另外用變形力份額來加以擴大。圖1顯示的是這種方法,以及由此產生的優化鉆孔幾何形狀的可能性。在鉆頭上,切削角γ典型的變化范圍在橫刃上的-50°和外徑上的+30°之間。由于橫刃的原因或鉆頭尖部的直徑,主刃不是位于半徑射線上。這就是說,它通過k/2的偏移得到一個取決于半徑的傾斜角λ。圖2表示來自CAD數據和使用共焦的測量顯微鏡通過光學測量取得的鉆頭幾何形狀分析。 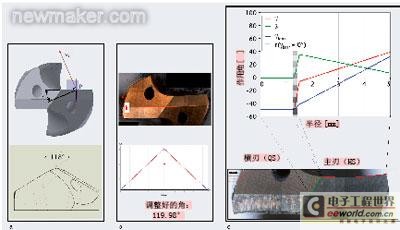
圖2 表明鉆刃幾何形狀特征a) CAD模型創建者和b) 光學測量的方法,
以及在半徑c)函數中鉆頭的有效切削角
鉆孔分布在同心扇區
為了能夠在分析當中顧及到沿鉆頭刃邊的鉆刃的幾何形狀變化,鉆孔可以劃分為同心扇區(見圖3)。若簡單地假設為在一個扇區內的切割性能是恒定的,那么來自一系列采用相應刀刃幾何形狀和切削數據的試驗中的數據,必須也能換算到鉆孔上。其切削力是全鉆孔在所有扇區上的總和。


評論