零件內控刀深度的簡易測量方法

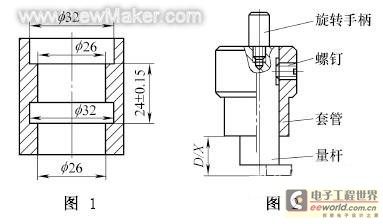
( 1)工作原理
為了測出該零件的內控刀下端面到 32 mm孔端面的深度,我們利用一個偏心的套管量具來測量,用手旋動旋轉手柄至偏心最小處將量桿放入零件控刀槽,然后再利用旋轉手柄將量桿旋至偏心最大處以使量桿底平面接觸工件控刀槽底端面,憑借手指觸摸的感覺,或借助與刀口尺觀察光隙的方法,確認量桿的上端面位于套管的臺階 0. 3mm之間,或與臺階任一端面平齊,則被測尺寸合格。
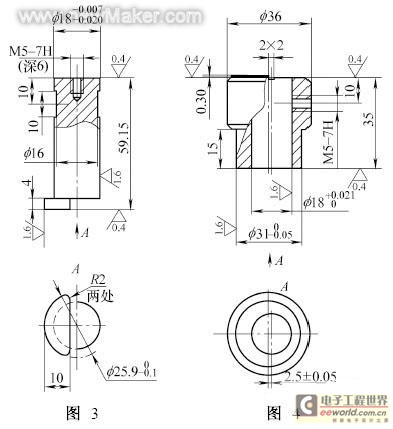
①量桿要求上下工作面進行研磨以達到圖樣要求,并延長其使用壽命 ;要使得裝配后量桿轉動時無阻滯感,則它與套管配合處精度要求較高 (見圖 3)。
②套管它同樣要求上下工作面進行研磨以達到圖樣要求,并延長其使用壽命 ;由于它是整套量具中相對復雜的件,與量桿配合的孔精度要求較高,而偏心尺寸只需滿足測量需求即可,故該尺寸精度要求并不高 (見圖4)。
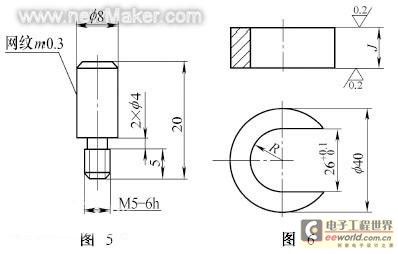
校對量規 :大批量生產中量具使用的頻次高,磨損也就會加快 ;為了使量具始終在受控范圍內我們要定期用校對量規校對量具 ;在技術要求上,它的上下平面表面粗糙度值要求要低于量規的表面粗糙度值 (見圖 6)。

評論