一種鋰電池自動貼膠機控制系統的設計方案

3.3 輸入輸出點的分配
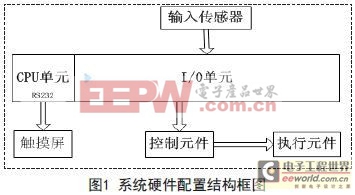
自動貼膠機的生產過程是由取料、貼膠、短路檢測、下料等幾部分組成的。自動貼膠機的PLC輸入信號包括:啟動、停止(做完一個循環停止)、急停、取電芯電機前限、取電芯電機原點、取電芯電機后限、取電芯電機報警、貼膠好壞檢測、短路檢測、拉膠氣缸出限、拉膠氣缸回限、切膠氣缸出限、切膠氣缸回限、貼膠氣缸出限、貼膠氣缸回限。輸出信號包括:取電芯電機正轉、取電芯電機反轉、下料電機正轉、下料電機反轉、取電芯氣缸電磁閥、壓膠帶氣缸電磁閥、夾膠帶氣缸電磁閥、拉膠帶氣缸電磁閥、切膠帶氣缸電磁閥、膠帶真空電磁閥、貼膠帶真空電磁閥、短路檢測氣缸電磁閥。
4.控制系統的軟件設計
自動貼膠機控制系統的程序由兩部分組成:一是觸摸屏程序,二是PLC程序。
4.1 觸摸屏程序
觸摸屏程序完成操作人員同PLC之間的對話,主要由自動操作、參數設定和手動操作三部分組成。其中自動操作主要由啟動、停止和急停三個按鈕組成,分別用來控制機器的啟動、停止(做一個循環后停止)和出現緊急狀況后停止用;參數設定主要用來輸入第一道、第二道和第三道膠帶相對于取電芯電機原點的位置;手動操作主要由氣缸手動和電機手動兩部分組成:氣缸手動按鈕用來手動控制系統中各個氣缸的進退,電機手動按鈕用來手動控制電機的正反轉。本控制系統的觸摸屏采用步科公司生產的Eview MT510.
4.2 PLC程序
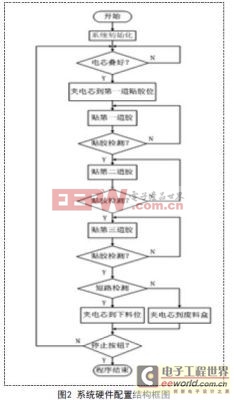
自動貼膠機的主程序流程圖如圖2所示,首先進行初始化操作,取料電機回到原點,所有氣缸回到初始狀態。然后判斷電芯是否疊好,如果沒有疊好則繼續等待,如果疊好了,取電芯機械手取電芯到第一道貼膠位進行貼膠,貼膠完畢后(貼膠氣缸回到初限位),取料機械手取電芯到第二道貼膠位進行貼膠,以此類推到第三道貼膠位貼膠完成。在此過程中每貼一道膠帶之后顏色傳感器進行貼膠有無檢測,如果沒有檢測到膠帶則重新貼膠。貼完三道膠帶之后進行電芯的短路檢測,如果電芯的正負極短路,則把電芯放入廢料盒,如果正負極絕緣性良好,則把電芯放到傳送帶上,同時啟動傳送帶電機把電芯傳送到下一道工序。到此為止一個循環完畢,開始下個循環,直到按下停止按鈕為止。
5.結語
本方案中所設計的自動貼膠機是根據客戶反映的疊片機生產出的電芯下料難、人工貼膠效率低以及沒有短路檢測功能而設計的。主要用于對前期疊片機的更新改造。根據客戶反饋的情況,達到了客戶的要求和預期設計效果,效率有了很大的提高,而且減少了人力,提高了自動化水平,使鋰電池電芯加工工序全部實現自動化,從而證實了本方案的實用性。

伺服電機相關文章:伺服電機工作原理
網線測試儀相關文章:網線測試儀原理









評論