影響數控飛剪機動態剪切精度的諸因素實驗研究

(2)B-G階段:
移動平臺繼續加速運行,齒條也繼續運行,這一階段移動平臺速度尚未到達齒條運動速度,兩者之間有相對移動。這一階段產生的相對移動即“剪切長度誤差”
(3)B-C階段:
速度跟隨階段。目的是讓移動平臺速度達到齒條速度,使兩者速度完全相等。
(4)C-D階段。在C點發出沖切啟動信號。由于電氣機械的延遲約200ms,實際在D點位置切斷齒條。
(5)D-E階段。
在E點位置編碼器計數清零。由于沖切的震動會引起編碼器誤動作發出脈沖。為消除該影響,因此延遲到E點才發出清零脈沖。所以從B點---E點這一區間齒條與移動平臺的相對運動(盡管很小)沒有受到編碼器的計數監視。(實際試驗中,在B點就發出清零信號剪切長度最整齊就是因為齒條運動全程受到監視。)
不管震動脈沖是正,負都在E點被清掉。
但在E—F階段還出現震動脈沖,就可能出現兩種情況:
①正脈沖-------出現短齒。
②負脈沖------出現長齒。
(6)E-F階段。計數器清零---移動平臺正向停止階段。這一階段要保證清零完成再正向停止。在該階段出現過清零時間延遲到正向停止點出現正常計數脈沖被清零從而出現“長齒”的現象。
2.2移動平臺動態沖切的PLC程序
根據對移動平臺動態沖切模式的分析,編制了運動部分的PLC程序:
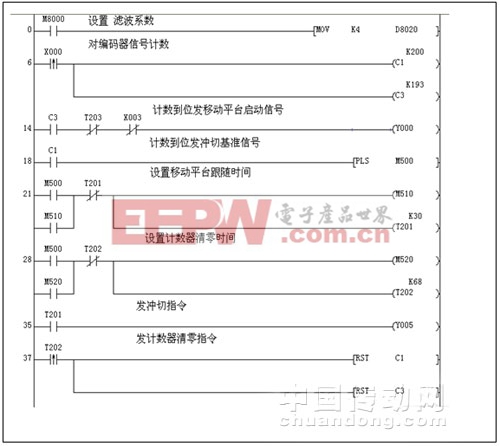
第0步為設置“濾波系數”,提高計數口X0接收計數信號的頻率。
第6步以X0為接收編碼器計數信號口。計數器C1為齒條長度齒數計數。C3為移動平臺啟動計數。
第14步計數器C3到位,發移動平臺啟動信號(Y0)
第35步計數器C1到位,延時T201時間后發沖切指令(Y5)
第37步計數器C1到位,延時T202時間后發計數器清零指令。
2.2影響剪切長度精度的因素
基于對移動平臺的動態沖切模式分析,歸納出影響剪切長度精度的因素如下;
(1)編碼器脈沖信號
(2)同步沖切-----在沖切時,如果移動平臺與齒條有相對運動,則沖切長度無法保證。為了實現同步沖切必須調整跟隨時間,即圖2中的C-D階段和PLC程序中的T201。
(3)伺服電機加速時間
3.對影響沖切精度諸因素的進一步分析和優化
3.1編碼器脈沖信號的影響
編碼器脈沖信號-----編碼器脈沖信號是控制移動平臺運動和發出沖切信號的基礎。如果有干擾信號竄入計數器,則沖切長度變短。如果漏掉了編碼器脈沖信號,則沖切長度變長。因此在分析沖切齒條長度時,如果齒條過長過短,都首先判斷是計數脈沖不正常。

伺服電機相關文章:伺服電機工作原理



評論