
2數控系統設計
多功能回轉式感應淬火機床要求:①3個加工工位同時獨立運行;②連續淬火 時速度連續變化不停頓;③具有3個工位下降不到位和轉臺不到位自糾正功能。常規的數控 系統無法滿足這些功能,現自行研制的基于工控PC的數控系統,在Windows 2000下利用線程 技術實現了上述功能。
2.1硬件總體設計
圖3給出了系統總體設計框圖,3個工位的工件升降定位由步進電機控制,3個 工位的旋轉由變頻器控制,轉臺分度及定位由步進電機控制。 
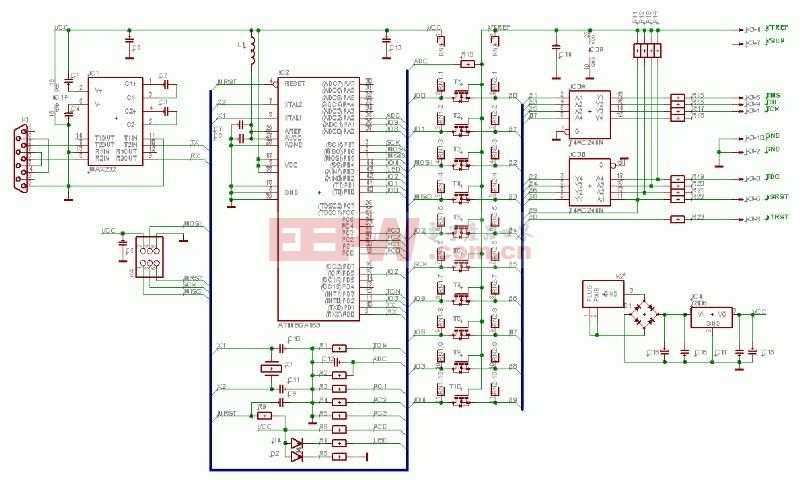
工控PC是系統的核心,一方面對機床各運動部件進行檢測與控制,另一方面通過網卡與車間 級網絡相連,使系統可以利用遠程計算機輸入淬火參數,也可以顯示機床工作情況;PCI-1 240用于步進電機速度和定位控制,同時檢測步進電機各種異常信號;PCI-1751為48路TTL 電平并行輸入輸出板,其中32路設置為輸入,用于操作按鈕輸入,包括啟動、暫停、急停按 鈕,3個工位手動加熱、噴液、旋轉、切換,轉臺快速正反轉、慢速正反轉,3個工位工件快 速上升下降、慢速上升下降等;16路設置 為輸出,用于轉臺及3個工位步進電機使能控制。PCL-724為TTL電平輸入板,用于對到位、 缺料、缺水、頂尖異常等信號進行檢測,由于板上無電平轉換和信號隔離功能,而接近開關 為24 V,所以使用PCLD-782作為輸入電平轉換和信號隔離電路;PCLD-885為16路高功率 繼電器輸出板,具有極強的輸出驅動能力,觸點容量為交流220V 5A;PCL720為64路開關量 輸 入輸出板,在這里主要與PCLD-885一起,控制各工位切換、加熱、噴液、吹堵、回火。
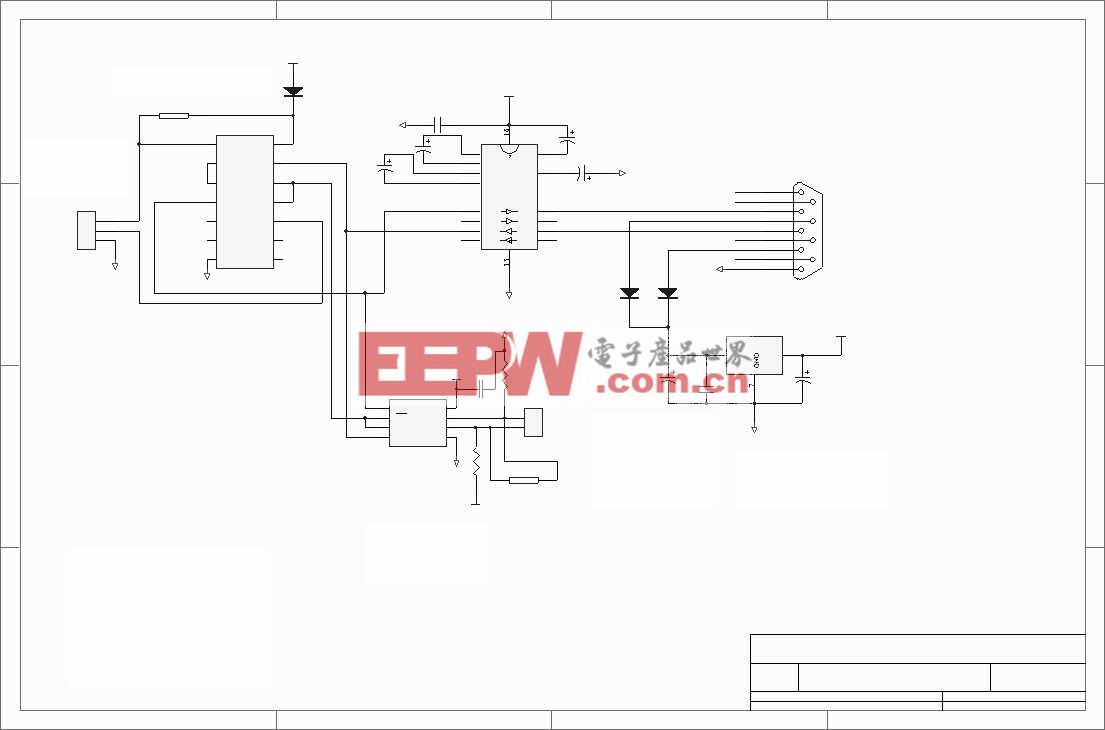
PCI-1601為RS232轉RS485接口板,主要用于與變頻器FR-E500連接,控制工件旋轉電機的 轉速,并監視變頻器的運行狀態,其連接線路如圖4所示。 
圖4中R為終端匹配電阻,阻值為100 Ω。由于傳送速度和傳送距離等原因, 有可能受到反射的影響,故設此電阻。




評論