AOD投料PLC控制(1)

[摘要]論述AOD投料系統的PLC控制,結合HMI操作畫而重點分析PLC控制的核心部分:料批的處理,同時還介紹了一些操作模式、一個爐攻內所用到的各種批次以及與上位機的通信等內容。
本文引用地址:http://cqxgywz.com/article/161906.htm[關鍵詞]料批;稱重;加料順序
前言
AOD投料系統采用西門子PCS7控制系統,通過一臺單獨的S7—400來控制各個設備的運行。整個投料系統的控制分自動模式和計算機模式,在自動模式下操作人員只需在HMI畫面上輸入各種設定值并確認,程序將自動控制設備的運行。在計算機模式下,各種設定值將直接通過上位機也下傳到L1并顯示在L1的料批表畫面上,操作人員確認后程序將自動控制設備的運行。
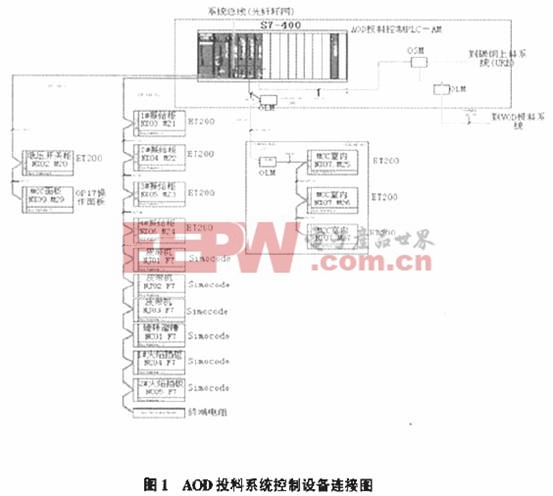
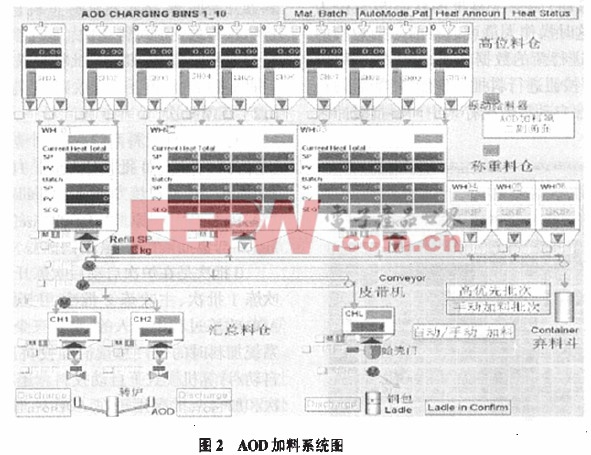
整個AOD投料系統的控制設備主要包括1臺兩門子S7-400 PLC、8個ET200、6個Simocode及用于通信網絡連接的OSM、OLM等,如圖1所示。現場設備主要包括:(1)20個高位料倉(SH)及22個振動給料器,(2)6個稱重料倉(WH)及振動給料器,(3)3條可逆皮帶機,(4)2個到轉爐的匯總料倉(CH)及振動給料器,(5)1個到AOD鋼包去的匯總料倉(CHL)及蛤殼門等,如圖2所示。










評論