MP920伺服系統在汽車柔性焊接生產線中的應用

3 調試結果分析
伺服系統調整主要調整系統的速度回路增益、速度回路積分時間常數、位置回路增益和扭矩指令過濾時間常數這幾個參數。通常按照下列步驟進行:
第一步,較低地設定位置回路增益,在不發生噪音或振動的范圍內逐步提高速度回路增益。
第二步,略微降低第一步中設定的速度回路增益降值,在系統不發生上沖或振動的范圍內逐步提高位置回路增益。
第三步,根據定位調整時間、機械系統的振動等情況設定速度回路積分時間常數。
第四步,如果機械系統發生的扭曲共振時,適當地提高扭矩指令過濾時間常數。
最后,觀察系統響應并對各個參數進行微調,進行參數優化。
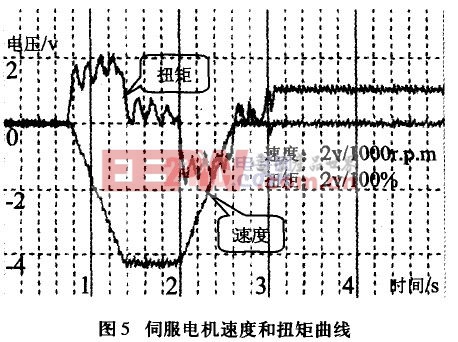
圖5是伺服電機的速度曲線和扭矩曲線。從圖中可以看到,第一階段對電機進行速度控制,電機轉速響應很快,轉速由0增加到2000r/m的過程十分平穩。第二階段對電機進行扭矩控制,電機由0增加到50% 的額定扭矩響應很快,也沒有出現大的波動。表明按照這個方法進行調試是可行的,完全能夠滿足自動化生產線的需要。
4 結束語
在實際生產中,該自動焊接生產線的伺服系統運行穩定可靠,滿足了高品質轎車車身焊接工藝的需要,為廣州本田年產24萬轎車發揮了決定性作用。該伺服系統運動平穩且定位速度快,使得整條生產線的節奏控制在45、7秒,最大程度上發揮了機械的效率。該系統的成功在于系統設計上采用了分層的體系結構和邏輯控制與運動控制相結合的控制方式。隨著中國汽車工業的快速發展,尤其是對車身質量、產量和成本的要求不斷提高,伺服系統必將在汽車車身自動焊接生產線上廣泛應用。

伺服電機相關文章:伺服電機工作原理






評論