三坐標在發(fā)動機缸體緩慢偏差檢測中的應用

1 缸體空間孔系位置尺寸的測量基準坐標系的建立
缸體空間孔系的位置尺寸及形狀、位置公差可在三坐標測量機上非常方便、快捷地測量。
對于三坐標測量孔系的位置尺寸及形狀、位置公差,關鍵是如何建立測量基準坐標系,測量基準坐標系的建立原則就是必須與加工基準坐標系統(tǒng)一。只有使檢測基準與零件的加工基準坐標系一致,才能保證檢測的符合性,才能有效監(jiān)控零件加工質(zhì)量。因此,在編輯三坐標測量程序時,應先采測被定位加工基準的測量元素,經(jīng)過構建、計算.建立待測零件的基準坐標系,然后根據(jù)被測零件空間尺寸的檢測要求,對基準坐標系進行基準轉(zhuǎn)換如平移或旋轉(zhuǎn),再采點測量被測元素,計算評價各個被測元素(如孔)在基準坐標系中位置,最后輸出被測元素(如孔)在基準坐標系中的坐標值(X、Y、Z)。如果需要其他的形狀、位置公差,僅評價被測元素與基準元素的各種關系即可,然后輸出測量結(jié)果。因此,測量的關鍵是建立測量基準坐標系。
1.1三基面體系的建立和體現(xiàn)
如圖1,孔的理想位置就是采用 A、B、C 3個相互垂直的基準平面定位。這3個相互垂直A、B、C基準平面構成一個三面體系,常稱為三基面體系,它是確定零件上各要素幾何關系的起點。三基面體系里,基準平面按功能要求有順序之分,最主要的為第一基準平面(A),依次為第二(B)和第三(C)基準平面。
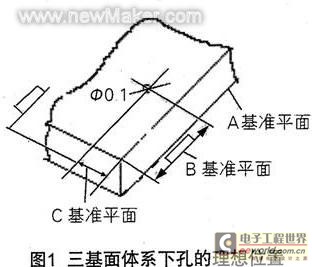
(1)由實際基準表面建立三基面體系
三基面體系的第一基準是主要基準,第一基準實際表面A與第一基準平面的位置關系應符合“最小條件”;在此基礎上,第二基準的實際表面B相對第二基準平面的關系應滿足最大偏離量為最小這一要求;第三基準只要一點接觸即可。在生產(chǎn)中,可采用下述模擬體現(xiàn)方法,即第一基準的實際表面與第一基準平面應滿足3點接觸;第二基準的實際表面與第二基準平面應滿足2點接觸,即第三基準的實際表面與第三基準平面應滿足1點接觸就可以了。據(jù)此,被測要素在三基面體系中的方位完全被確定下來,這樣在評定”定向和定位誤差時,可以得到唯一確定的結(jié)果。但是,同一個零件由于基準順序確定得不同,被測要素的公差帶在三基面體系中的位置也就不同。
(2)由實際基準圓柱表面建立三基面體系
在不同零件的基準體系中,往往既有實際基準表面又有實際基準圓柱表面,此時實際基準圓柱表面與三基面體系的關系是由兩個基準平面的交線形成基準軸線。
當基準軸線為第一基準時,由三基面體系中的第一、第二基準平面構成的交線即為基準軸線,可看作兩個基準。此時,理想最小外接圓柱面包容實際圓柱面A,第二基準實際表面B與第三基準平面1點接觸。
當基準軸線為第二基準時,則第一基準的實際表面與第一基準平面應符合“最小條件”,即應滿足3點接觸;第二基準的實際圓柱面被由第二、第三基準平面構成的交線作為軸線的最小外接圓柱面緊密包容。在第一基準滿足最小條件的情況下,由于實際基準要素存在著誤差,包容第二基準實際圓柱表面的最小外接圓柱面與第二基準實際圓柱面只要2點接觸。
富康轎車發(fā)動機缸體加工工藝采用的是典型的三基面體系構建加工坐標系。
1.2采用典型加工坐標系,
利用三坐標測量程序?qū)崿F(xiàn)批量產(chǎn)品的檢測,在進入程序前,先要建立零件當前所處位置的控制坐標系,即在建立零件測量基準坐標系之前應先手動建立測量初始坐標系,三坐標就是根據(jù)控制坐標系尋找被測孔或其他要素所在位置來實現(xiàn)零件測量基準坐標系的自動測量,根據(jù)自動測量的元素來建立零件測量基準坐標系,進而實現(xiàn)被測孔或面的自動測量或評價。控制坐標系的建立原則就是讓所檢測的零件與控制坐標系的位置相對不變,或位移很小,因此應找那些加工光潔的面或孔,如果是毛坯,應使用測量支架,將控制坐標系建在測量支架上,作為批量檢測的控制坐標系。下面主要講述零件測量基準坐標系的建立。
(1)OPl0定位基準加工采用的基準坐標系
a.定位與夾緊
缸體定位基準的加工是以缸體毛坯作為定位基準來加工的,由于毛坯定位的特點,為了保證加工精度必須使用專用工裝夾具,將基準坐標系建立在專用工裝夾具上。定位與夾緊如圖2。
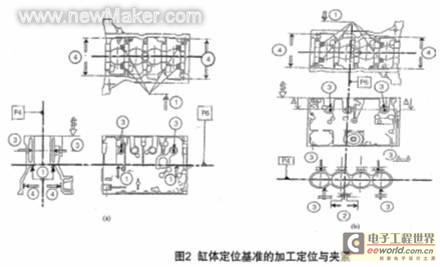
b.零件測量基準坐標系的建立缸體在三坐標大理石平板上的放置方式為OPl0支架左測量面同X軸平行正放在大理石平板上,缸體自由地放在支架中的①的4個支承點上,靠④、③的各4個支承點夾緊。缸體OPl0定位基準加工采用的基準坐標系建立方法及步驟如下。
·在OPl0支架的左測量面測量一個平面。
·在三坐標大理石平臺上測量一個平面。
·在缸體右側(cè)面第三清砂孔兩側(cè)各采1點,計算出中點。
以大理石平臺上測量的平面的法線建第1軸即為Z軸,設置Z軸的坐標偏置為Z=301.968,這就是P6面;以OPl0支架的左測量面測量的平面的法線建第2軸即為y軸,設置 y軸的坐標偏置y=-179.797,這就是P4面;三坐標測量機自動生成X軸,將X軸的0點清在第三清砂孔中點上,這就是P5面。
這樣,缸體OPl0定位基準加工測量用基準坐標系就建立好了,完全同加工基準坐標系一致,其他加工的孔、面的位置測量僅僅通過元素采集、評價就可很精確地測量出來。
(2)OP20\OP40\OP50\OP60\ OP90\OPl20粗加工工序所用坐標系
a.定位與夾緊
缸體粗加工工序所用坐標系采用一面兩銷,即側(cè)面一空間理想平面P1+1只圓柱銷52①+1只菱形銷52②。定位夾緊如圖3。


評論