基于DSP和FPGA的大尺寸激光數控加工系統

2 DSP的軟件設計
2.1 加減速區的分析及計算
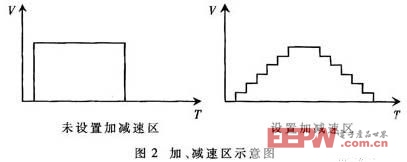
在待機階段,DSP將從計算機取得原始數據。在加工階段,DSP將對這些數據進行分析并合理分配加、減速區域。圖2為加、減速區示意圖。加減速區是用多段幅值較小的速度變化代替一次較大的速度變化。對于大尺寸或高速運動平臺來說,電機的加、減速過程必不可少。由原理可知,兩圖所圍面積大小相等,即工作頭移動距離相等。
在以往的步進電機驅動算法的設計中,大多采用簡單的二次曲線進行速度擬合。此種擬合方式雖然簡單,但在大型運動平臺上并不能夠充分考慮到機械部件間的靜摩擦力和旋轉部件的轉動慣量等因素,其運行效果并不理想。
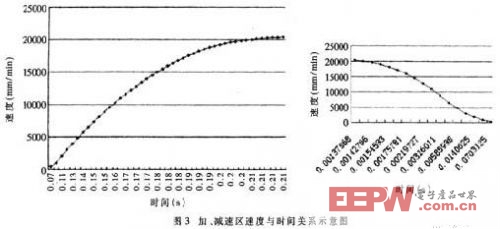
本系統在加、減速區的計算過程中,通過將速度和加速時間的關系與“S”形曲線進行擬合來得到加速區速度,通過將速度和減速時間的關系與反“S”形曲線進行擬合得到減速區速度。圖3為加、減速區速度-時間擬合曲線,曲線的斜率代表工作頭移動的加速度。從圖3可見,加、減速區所使用的擬合曲線并不相同,減速區曲線更為“陡峭”。這是由于減速過程中受機械系統摩擦力等因素的影響,電機負荷較小,可以承受更快的減速過程。使用“S”形曲線進行擬合的優點主要有:
(1)電機從靜止狀態過渡到行進狀態的過程中,由于各機械部件之間存在靜摩擦力,可使電機較為平緩地啟動,避免了撞擊或丟步現象的發生。
(2)電機進入平穩運行階段時,可以使用較大的加速度進行速度提升。但是,隨著速度的增加,電機的剩余功率將不斷減小,此時應不斷減緩加速進程。
(3)電機從行進狀態過渡到靜止狀態的減速過程中,此種擬合方法可以使電機平穩過渡,避免發生撞擊。
2.2 復雜圖形的分析
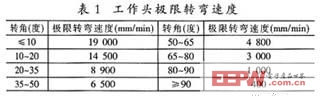
在一幅復雜圖形中往往存在很多不連續、不規則的矢量,如果每條矢量的末尾都減速到零,勢必會影響加工速度。所以,在分析此類圖形時要連帶分析當前矢量的前、后圖形情況,計算出各矢量的夾角以確定加工此矢量的初始速度及終止速度。表1為工作頭進行不同角度轉彎時的極限速度。






評論