基于CPLD的激光驅動電源的設計

引言
激光加工主要是利用CO:激光束聚焦在材料表 面使材料熔化,同時用與激光束同軸的壓縮氣體吹 走被熔化的材料,來完成所需軌跡圖形的切割或者 相應工藝品表面的雕刻。激光加工屬于非接觸加工, 具有加工方法多、適應性強、加工精度高、質量好 和加工效率高等優點。激光驅動電源作為激光器的 直接控制單元,其光開關響應的最高頻率和出光功 率穩定和可靠性會直接影響最終的加工效果。基于 快速響應和出光穩定的需求,樂創自動化技術有限 公司研發了一種基于CPLD的數字式大功率激光驅 動電源。
本文引用地址:http://cqxgywz.com/article/176724.htm2 系統組成及其工作原理
2.1 系統組成
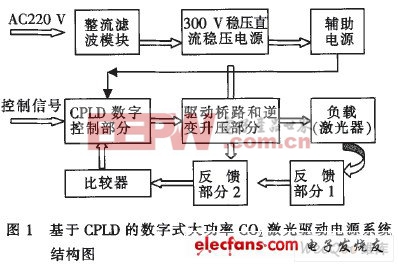
基于 CPLD的數字式大功率CO:激光驅動電源 的系統結構如圖1所示。 該 系統 主 要由主電源、穩壓電源、輔助電源、 驅動橋路、逆變升壓、反饋電路和數字控制電路等部 分組成。其中主電源和穩壓電源主要完成AC20V 的輸人到310V直流電壓的穩定輸出,保證逆變升 壓部分在一個合理的參數下穩定可靠工作。輔助電 源主要是將310V直流電壓轉換成SV和12V直流電 壓供數字控制部分和反饋比較器部分使用。驅動橋 路和逆變升壓主要是完成負載需要的約200(刃V高壓的輸出。反饋電路主要起到保護作用,控制輸出 電流的范圍。
2.2 工作原理
在激光驅動電源的原理框圖中,AC202V經過 整流濾波后產生310V的直流電壓,310V直流電 壓經過穩壓電源輸出穩定的310V直流電壓供逆變 升壓部分和輔助電源工作,輔助電源把3lOV直流 電壓變成12V和SV直流電壓給數字控制部分和反 饋部分提供基準電壓。數字控制部分通過控制驅動 橋路的導通時間來完成功率的控制。反饋電路通 過采樣輸出源端的電流大小來保護輸出電流不超過 30MA。
3 功能的實現方法
3.主電路及穩壓電路部分
AC220V 經過整流濾波后得到301V左右的直流電壓,再經過開關型穩壓電源得到穩定的3lOV直流電壓。
3.2 驅動橋路及逆變升壓部分
31O V 直 流電壓經過半橋逆變得到高頻方波電 壓,為了保證低電流激光器的器輝,在逆變回路中 采用了串聯諧振和并聯諧振技術。高頻升壓變壓器 和高壓整流電路構成的升壓部分被封裝成獨立的元 件高壓包。設計中采用2個高壓包串聯輸出給激光 器供電。
3.3數字控制部分及反饋部分
數字部分采用CPLD控制,一方面CPLD完成 開關光、水保護、過流過壓反饋等信號的邏輯控制, 另一方面主要是完成PWM波的輸出。
3.4 輔助電源部分
基于VIPer22 A變換器和高頻電源變壓器的輔 助電源,輸出電壓波形穩定無較大尖峰。
4 功能特點
4.1穩定性好,抗外電壓波動性強,調節范圍大
由在逆變升壓電路之前設計了一級開關型穩 壓電源,該穩壓電源能夠保證外網電壓在一15% (187V)一+10%(242V)之間變化時,逆變升壓部 分的基準電壓穩定在30v,這樣就保證了逆變升壓 部分能工作在一個穩定的參數下,同時也就提高了其工作的穩定性。
4.2 頻率響應高
由于控制部分采用了基于CPLD的數字控制方 式,在激光雕刻加工中可以勝任lokb/s的控制脈 沖,能夠很好地完成坡度雕刻和小字的雕刻。
4.3 準確的功率控制
在激光切割加工中,由于數字控制模塊輸出的 驅動脈沖的占空比不受外部非控制信號的影響,能 夠保證在長時間工作下穩定的功率輸出。在激光雕 刻中,能夠實時響應控制系統的功率數據,同時由 于激光器的出光功率與工作電流之間并不是線性關 系,在坡度雕刻時,可以通過數字控制部分修正光 功率,使其以線性變化來保證在雕刻坡度中對坡度 的要求。
4.4 可以定制的控制方式
在激光加工應用中,有時會有很多特殊的加工 要求,如切割起始階段要求出光功率大一些。數字 控制方式能夠方便地修改程序來滿足相應的新要求。
5 結論
通過在成都微巨科技有限公司生產的1.6M的 激光器上長時間測試,該激光驅動電源頻率響應高、 控制精確、且輸出電流紋波小,能夠保證激光器長 期穩定的工作。





評論